在制造業(yè)尤其是數(shù)控加工領(lǐng)域,八邊形是一種常見(jiàn)的多邊形狀,廣泛用于零件設(shè)計(jì)、模具制造等場(chǎng)景。今天,我們將分享一個(gè)高效、實(shí)用的八邊形加工程序,幫助工程師和愛(ài)好者快速實(shí)現(xiàn)精準(zhǔn)加工。
程序核心思路
八邊形加工的核心在于確定八個(gè)頂點(diǎn)的坐標(biāo),并通過(guò)直線或圓弧插補(bǔ)連接這些點(diǎn)。我們采用等分圓的方法:將一個(gè)圓等分為八份,每份45度,通過(guò)計(jì)算每個(gè)等分點(diǎn)的坐標(biāo)來(lái)定義八邊形的頂點(diǎn)。
示例程序(基于G代碼)
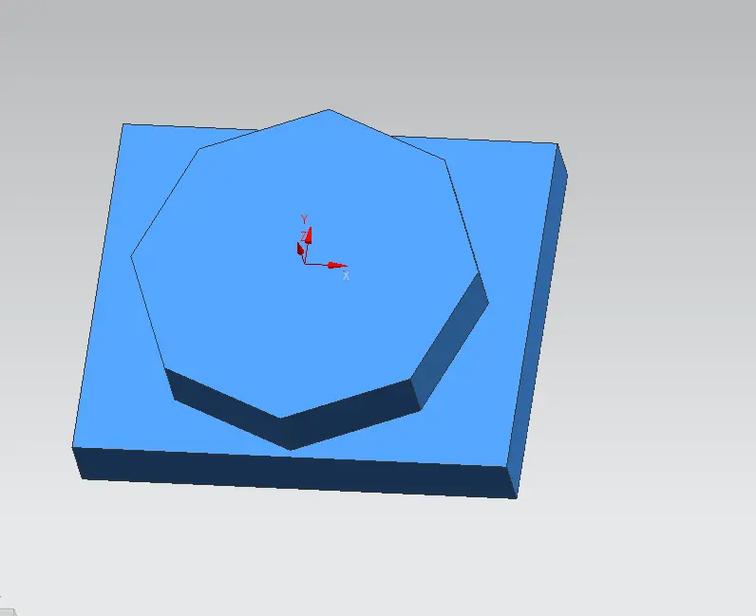
以下是一個(gè)簡(jiǎn)單的G代碼程序,適用于大多數(shù)數(shù)控系統(tǒng)(如Fanuc、Siemens)。該程序假設(shè)八邊形的中心在坐標(biāo)系原點(diǎn),外接圓半徑為50mm,深度為5mm。
O1000 (八邊形加工程序)
G90 G54 G17 G40 G49 G80 (安全初始化)
G0 X0 Y0 Z5 (快速定位到起點(diǎn)上方)
M3 S1000 (主軸啟動(dòng))
G1 Z-5 F100 (下刀到深度)
G1 X50 Y0 F200 (移動(dòng)到第一個(gè)頂點(diǎn))
G1 X35.35 Y35.35 (第二個(gè)頂點(diǎn))
G1 X0 Y50 (第三個(gè)頂點(diǎn))
G1 X-35.35 Y35.35 (第四個(gè)頂點(diǎn))
G1 X-50 Y0 (第五個(gè)頂點(diǎn))
G1 X-35.35 Y-35.35 (第六個(gè)頂點(diǎn))
G1 X0 Y-50 (第七個(gè)頂點(diǎn))
G1 X35.35 Y-35.35 (第八個(gè)頂點(diǎn))
G1 X50 Y0 (閉合到第一個(gè)頂點(diǎn))
G0 Z5 (抬刀)
M5 (主軸停止)
M30 (程序結(jié)束)程序說(shuō)明
- 頂點(diǎn)計(jì)算:使用公式 \(x = r \cdot \cos(\theta)\), \(y = r \cdot \sin(\theta)\),其中 \(\theta\) 從0度開(kāi)始,每次增加45度。例如,第一個(gè)頂點(diǎn)(50,0),第二個(gè)頂點(diǎn)(50cos45°, 50sin45°) ≈ (35.35, 35.35)。
- 加工參數(shù):可根據(jù)材料調(diào)整進(jìn)給速度(F)和主軸轉(zhuǎn)速(S)。例如,鋁材可用更高轉(zhuǎn)速,鋼材需降低進(jìn)給。
- 擴(kuò)展應(yīng)用:通過(guò)修改半徑、深度或添加圓角,可適應(yīng)不同需求。對(duì)于復(fù)雜形狀,可結(jié)合宏程序或CAD/CAM軟件生成代碼。
實(shí)用貼士
- 安全第一:始終在模擬環(huán)境中測(cè)試程序,避免碰撞。
- 優(yōu)化路徑:若加工多個(gè)八邊形,使用子程序或循環(huán)減少代碼量。
- 材料考慮:硬材料需降低切削參數(shù),軟材料可提高效率。
這個(gè)程序簡(jiǎn)潔易懂,適合初學(xué)者學(xué)習(xí)和快速應(yīng)用。如果您覺(jué)得有用,請(qǐng)收藏并點(diǎn)贊支持!如有問(wèn)題,歡迎在評(píng)論區(qū)交流。